Прва метода електролучног заваривања развијена је у 19. веку и постала је комерцијално значајна у бродоградњи током ИИ светског рата. У данашње време то остаје важан процес за израду возила, као и израду челичних конструкција. Ово је један од познатих метода заваривања који се користе за спајање метала у индустрији. Код ове врсте заваривања спој се може формирати топљењем метала уз помоћ електрична енергија . Због овог разлога је назван електрични лук. Главна предност овог заваривања је што се за заваривање лако може развити висока температура. Распон температуре електролучног заваривања биће од 6к степени Целзијуса до 7к степени Целзијуса. Овај чланак говори о прегледу електролучног заваривања.
Шта је електролучно заваривање?
Дефиниција електролучног заваривања је поступак заваривања који се користи за заваривање метала помоћу електричне енергије да би се створила довољна топлота за омекшавање метал , као и када се омекшани метал охлади, тада ће се метали заварити. Ова врста заваривања се користи напајање да направите лук међу металним штапом и основним материјалом за омекшавање метала на крају контакта.

Електрично АРЦ заваривање
Ови заваривачи могу користити било који ДЦ у супротном АЦ , & електроде воле потрошни материјал који иначе није потрошни материјал. Генерално, место заваривања може се заштитити неком врстом заштитног плина, шљаке, иначе паре. Овај поступак заваривања може бити ручни, потпуно или полуаутоматизован.
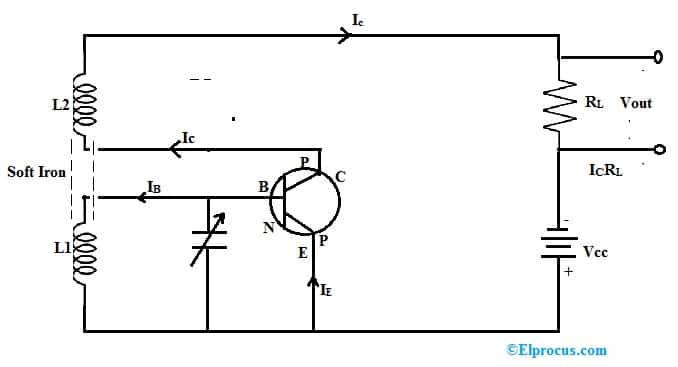
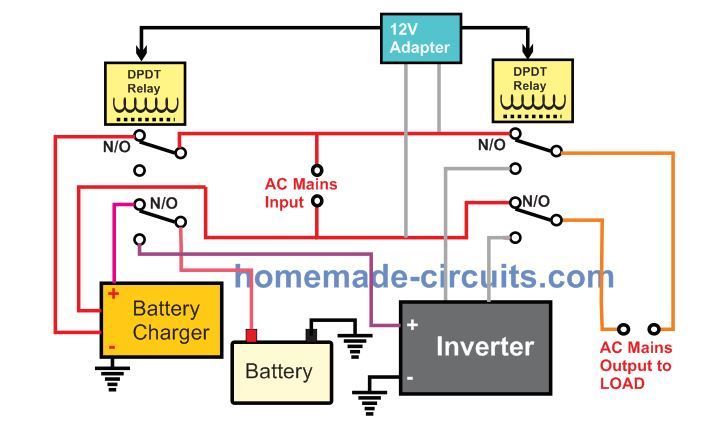
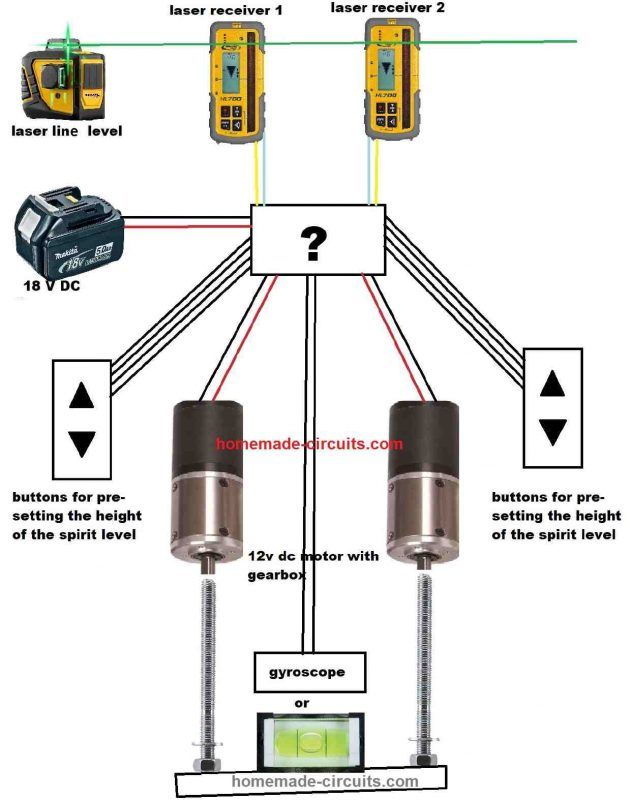
Кружни дијаграм
У процесу електролучног заваривања, топлота се може створити електричним луком који се удара између електроде, као и изратка. Електрични лук светли електричним пражњењем међу две електроде помоћу јонизованог гаса.
Било која врста технике електролучног заваривања зависи од електричног круга који углавном укључује различите делове као што су напајање, обрадак, електрода за заваривање и електрични каблови за повезивање електроде као и обратка према напајању.

Круг електролучног заваривања
Тхе коло намотаја електричног лука могу се формирати електричним луком између електроде као и обратка. Температура лука може достићи 5500 ° Ц (10000 ° Ф), што је довољно за комбиновање ивица радног предмета.
Једном када је потребно дугачко спајање, лук се може померати кроз зглобну линију. Базен за заваривање предње ивице раствара заварену површину када се задња ивица базена стврдне да би формирала спој.
Једном када је допунски метал неопходан за појачано лепљење, жица се може користити ван материјала који се доводи у лук, који раствара и оптерећује заварени базен. Хемијски састав допунског метала повезан је са материјалом обратка.
Растопљени метал у завареном базену може бити активан хемијски и реагује кроз атмосферу у близини. Сходно томе, завар се може инфицирати оксидом, као и укључивањем нитрида, да би ослабио његова механичка својства. Дакле, базен за заваривање може бити заштићен неутралним заштитним гасовима попут хелијума, аргона и заштитним флуксима од контаминације. Штитови се испоручују за зону заваривања у облику слоја флукса за електроду, иначе у другим облицима.
Принцип рада
Тхе принцип рада намотавања лука је, у процесу заваривања топлота се може створити ударом електричног лука између радног предмета као и електроде. Ово је ужарено електрично пражњење између две електроде у јонизованом гасу.
Тхе опрема за електролучно заваривање углавном укључује машину за наизменичну струју, иначе машину за једносмерну струју, електроду, држач за електроду, каблове, Конектори за кабл, стезаљке за уземљење, чекић за сецкање, кацига, жичана четка, ручне рукавице, заштитне наочаре, рукави, прегаче итд.
Врсте електролучног заваривања
Електролучно заваривање се класификује на различите врсте које укључују следеће.
- Електролучно заваривање у плазми
- Електролучно заваривање
- Електролучно заваривање
- Гасно волфрамово електролучно заваривање
- Електролучно заваривање у гасу
- Лучно заваривање под водом
- СМАВ - Заварено електролучно заваривање
- ФЦАВ (Електролучно заваривање у пуној технологији)
- ЕСВ (електро-тактно заваривање)
- Електролучно заваривање
Електролучно заваривање у плазми
Плазно електролучно заваривање (ПАВ) слично је заваривању ГТАВ или гасним волфрамом. У овој врсти поступка заваривања, лук ће се створити међу радним делом, као и волфрамова електрода. Главна разлика између заваривања електролучним плазмом и заваривања плинским волфрамом је та што се електрода налази у горионику плазматског електролучног заваривања. Може се загревати на гасу температура од 30000 ° Ф и претворите га у плазму да напада подручје заваривања.
Електролучно заваривање
У процесу електролучног заваривања (МАВ) углавном се користи метална електрода за поступак заваривања. Ова метална електрода може бити или потрошна, иначе непотрошна на основу захтева. Већина коришћених потрошних електрода може бити прекривена флуксом, а главна предност ове врсте поступка заваривања је та што захтева ниску температуру у поређењу са другима.
Електролучно заваривање
Поступак електролучног заваривања (ЦАВ) углавном користи карбонску шипку попут електроде за заваривање металног споја. Ова врста електролучног заваривања је најстарији поступак електролучног заваривања и за стварање лука потребна је велика струја и низак напон. У неким случајевима се лук може створити између две угљеничне електроде које се називају двоструко заваривање угљеничним луком.
Гасно волфрамово електролучно заваривање
Заваривање плинским волфрамом (ГТАВ) назива се и заваривање инертним гасом од волфрама (ТИГВ). У овој врсти поступка заваривања за заваривање материјала може се користити волфрамова електрода која није потрошна. Електрода која се користи у овом заваривању може бити затворена гасовима попут аргона, хелијума итд. Ти гасови ће заштитити подручје заваривања од оксидације. Ова врста заваривања може се користити за заваривање танких лимова.
Електролучно заваривање у гасу
Електролучно заваривање у гасу (ГМАВ) назива се и заваривање металним инертним гасом (МИГВ). Користи електроду од свежег метала која је заштићена гасовима попут хелијума, аргона итд. Ови гасови ће заштитити подручје спајања од оксидације и генеришу више слојева материјала за заваривање. У овој врсти поступка електролучног заваривања, жица за пуњење може се непрестано напајати употребом металне електроде која се не троши за заваривање метала.
Лучно заваривање под водом
Електролучно заваривање (САВ) може се широко користити у аутоматском начину заваривања. У овој врсти поступка заваривања, електрода је у потпуности потопљена зрнастим слојем флукса и овај флукс се може електрични проводник који се неће супротставити напајању електричном енергијом. Чврста превлака флукса зауставља растопљени метал од ултра-нарушеног зрачења и атмосфере.
СМАВ - Заварено електролучно заваривање
Термин СМАВ означава „заштићено електролучно заваривање“, које се назива и заваривање помоћу електролучног заваривања са протоком заваривања или ручно заваривање металним луком (ММА / ММАВ). Ова врста заваривања се користи тамо где је лук забијен у обрадак, као и у металну шипку. Дакле, површина оба се може растворити и формирати заварени базен.
Када се слој флукса истопи одмах на шипци, тада ће настати шљака и гас који штите заварени базен од околине. Ово је флексибилна метода и погодна је за повезивање материјала попут црних и обојених материјала кроз дебљи материјал на свим локацијама.
ФЦАВ (Електролучно заваривање у пуној технологији)
Ова врста заваривања је алтернатива електролучном заваривању заштићеним металима. Ово заваривање електролуком у пуној језгри ради са електродом, као и са стабилним напонским напајањем, тако да обезбеђује стабилну дужину лука. Ова метода делује тако што користи заштитни гас или гас који се ствара кроз флукс како би се обезбедила сигурност од заразе.
ЕСВ (електро-тактно заваривање)
При овој врсти заваривања, топлота се производи кроз струју и пролази између допунског метала, као и обратка, растопљеном шљаком на површину завареног споја. Овде се флукс за заваривање користи за попуњавање празнине између два обратка. Ова врста заваривања може се започети кроз лук између електроде, као и обратка.
Лук ствара топлоту за топљење прашка за флукс и ствара топљену шљаку. Овде шљака укључује мању електричну проводљивост која се може одржавати у течном стању због топлоте која се ствара електричном струјом. Шљака постиже температуру од 3500 ° Ф и погодна је за топљење ивица радног предмета и потрошне електроде. Металне капљице ће се спуштати према завареном базену и повезују радне предмете. Ова врста заваривања углавном се односи на челик.
Електролучно заваривање
Ова врста заваривања је изузетно поуздана и користи се у широком спектру примена. Ова метода се користи за заваривање било које величине метала радним предметом кроз највећи пробој завара.
Ова врста заваривања може створити жилаве заварене спојеве на једној страни преко основних метала дебљине 0,048 инча. Овај лук се може обликовати помоћу металних стезних спојница за причвршћивање истосмјерне струје и пиштоља за заваривање. У овом заваривању користе се три уобичајене методе као што су вучени лук, заваривање кратким луком и заваривање клиновим луком.
Метода извученог лука ради са флуксом фиксираним унутар клина како би очистила површину метала током заваривања. Током лучења флукс се може испаравати и реаговати кроз загађујуће елементе у околини како би се подручје заваривања одржало чистим.
Метода кратког лука слична је вученом луку, осим што не користи оптерећење флукса, иначе феррулу. Дакле, овај метод даје најкраће време заваривања у техникама електролучног заваривања. Метода клинастог електролучног лука делује кроз статички заштитни гас без обруча или флукса што олакшава аутоматизацију.
Остале врсте електролучног заваривања
Знамо да се већина индустрија користи металним дизајном, а најчешће коришћени заваривачи су размотрени горе. Али, неколико других метода такође може заварити два или више метала заједно, као што следи.
Електронско заваривање снопом
ЕБМ или електронско заваривање снопом користи се за спајање метала свуда где се електронски таласи запале великом брзином за заваривање једне металне површине на другу. Једном када електронски талас постигне свој циљ, тада ће се захваћено место растопити таман толико да споји суседни део на своје место.
Ова врста заваривања је веома популарна у индустријском подручју. Техника је посебно корисна за произвођаче ваздухопловства и аутомобила, који користе ово заваривање за комбиновање неколико металних делова у камионима, аутомобилима, авионима и свемирским летелицама. Због природе електронског заваривања гредама заснованог на вакууму, метода је сигурна за кризне радове у напуштеним кућама и зградама.
Заваривање атомским водоником
АХВ или атомско водоник заваривање је стара техника за повезивање метала која је често пропадала за ефикасније технике попут електролучног заваривања металним луком. Једно од подручја у којем је аутоматско заваривање водоником још познато јесте заваривање волфрамом. Будући да је волфрам изузетно одговоран на топлоту, ово заваривање је сигурно за ову методу.
Елецтрослаг Велдинг
Ово је брзо заваривање, изумљено током 1950-их. Ова врста заваривања повезује тешке метале за употребу у опреми и машинама у индустрији. Као што и само име говори, преузет је из бакарних држача воде затворених у алату који се користи за заваривање електрослагом. Вода зауставља продирање течне шљаке у друге регионе током заваривања.
Електролучно заваривање
Заваривање ЦАВ или угљеничним луком је техника лепљења која се користи за повезивање метала применом температура изнад 300 степени Целзијуса. Код ове врсте заваривања може се створити лук између електрода као и површина метала. Ова техника је некада била популарна, али сада је застарела заваривањем са двоструким угљеничним луком.
Заваривање кисеоником
Ова врста заваривања је метода која користи кисеоник и течно гориво за спајање метала у облик. Француски инжењери Цхарлес Пицард и Едмонд Фоуцхе изумљени су у 20. веку. У овом процесу се температура генерисаних кисеоником користи у металним површинама. Ово заваривање се одвија у атмосфери у затвореном.
Отпорно тачно заваривање
Отпорно тачкасто заваривање користи се тамо где топлота повезује металне површине. Топлота се може генерисати из отпора електричних струја. Ова врста заваривања припада колекцији техника заваривања која се назива заваривање електричним отпором.
Отпорно заваривање шавова
Отпорно заваривање шавова је техника која производи топлоту међу металним површинама које се лепе захваљујући сродним својствима. Ова врста заваривања започиње на једној страни споја, а на други начин ради на свој начин. Дакле, овај метод углавном зависи од двоструких електрода које су обично израђене од бакарног материјала.
Пројекционо заваривање
Пројекционо заваривање је метода која ограничава топлоту у одређеном подручју за постављање. Ова метода је врло честа у пројектима који користе завртње, навртке и друге металне причвршћиваче са навојем, жице и укрштене шипке.
Хладно заваривање
Алтернативни назив овог заваривања је контактно заваривање. Ова врста заваривања користи се за повезивање површина метала без топљења топлотом.
Предности електролучног заваривања
Предности електролучног заваривања углавном укључују следеће.
- Електролучно заваривање има велику брзину као и ефикасност заваривања
- Укључује једноставан апарат за заваривање.
- Једноставно је покретна.
- Електролучно заваривање формира физички снажну везу између заварених метала.
- Пружа поуздан квалитет заваривања
- Електролучно заваривање нуди врхунску атмосферу за заваривање.
- Тхе извор напајања овог заваривања није скупо.
- Ово заваривање је брз и доследан поступак.
- Заваривач може користити обичну домаћу струју.
Недостаци електролучног заваривања
Недостаци електролучног заваривања укључују следеће.
- За извођење електролучног заваривања неопходан је високостручни руковалац.
- Брзина таложења може бити непотпуна јер покривач електроде има тенденцију да гори и опада
- Дужина електроде је 35 мм и потребна јој је промена електроде за целу стопу производње.
- Они нису чисти за реактивне метале као што су титан и алуминијум
Апликације
Примене електролучног заваривања укључују следеће.
- Користи се за заваривање лимова
- За заваривање танких, црних и обојених метала
- Користи се за пројектовање посуда под притиском и притиском
- Развој цевовода у индустрији
- Користи се у доменима аутомобилске и кућне опреме
- Индустрије бродоградње
- Користи се у произвођачу авиона и ваздухопловства
- Ауто рестаурације тела
- Железнице
- Индустрије попут грађевинарства, аутомобилске, машинске итд
- Гасно волфрамно електролучно заваривање користи се у ваздухопловној индустрији за повезивање многих подручја попут лимова
- Ови завари се користе за поправак калупа, алата, и углавном на металима који су направљени од магнезијума и алуминијума.
- Већина прерађивачке индустрије користи ГТАВ за заваривање танких обрадака, посебно обојених метала.
- ГТАВ заваривање се користи тамо где је потребна изузетна отпорност на корозију, као и пуцање током дужег квалитета.
- Користи се у производњи свемирских возила
- Користи се за заваривање делова танког зида са малим пречником, што га чини применљивим у бициклистичкој индустрији
Дакле, овде се ради о електролучном заваривању, а ради се о флексибилном начину заваривања. Електрични примене електролучног заваривања укључују се у производне индустрије за производњу моћних спојева широм света због њихових карактеристика попут лакоће и врхунске ефикасности заваривања. Најшире се користи у различитим индустријама за заштиту, а иначе обнавља радове попут аутомобила, грађевине, бродоградње и ваздухопловства. Ево питања за вас, колики је опсег температуре електролучног заваривања?